Implementing the smart factory
New perspectives for driving value
For manufacturers looking to implement a smart factory, considering lessons from those who have done it can provide direction forward and pave the way to greater value.
Smart factories have arrived
THE strategic importance of smart factories is undeniable, as early adopters have reported operating more efficiently and driving more to the bottom line. In the United States alone, 86 percent of manufacturers believe that smart factories will be the main driver of competition by 2025. Furthermore, 83 percent believe that smart factories will transform the way products are made.1
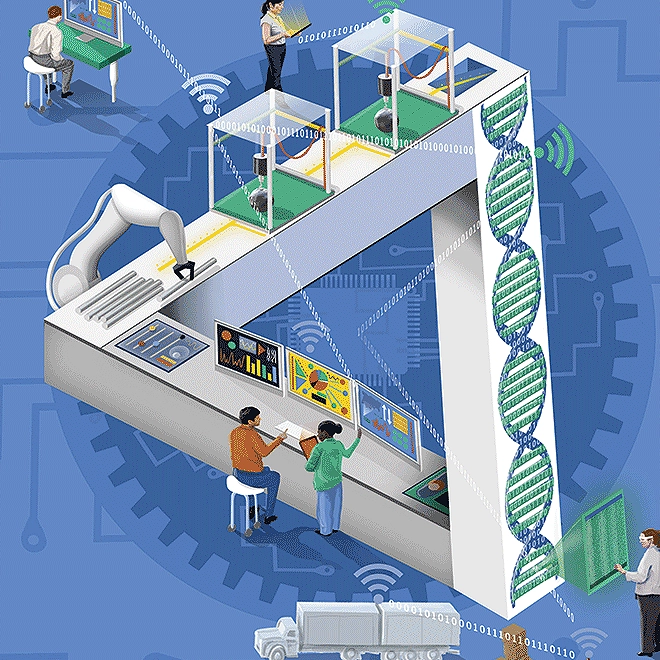
Research consistently reveals improvement in cost, throughput, quality, safety, and revenue growth through the deployment of smart factory technologies that combine capabilities in industrial internet of things (IIoT), cloud and edge computing, robotic process automation (RPA), artificial intelligence (AI) and machine learning, vision systems, and augmented and virtual reality systems, among others.2 Leaders have a broad range of choices and opportunities with respect to smart factory transformations, both in terms of which technologies to use, and how to deploy them.
Despite all of this, however, many are still only just getting started. For example, only 5 percent of US manufacturers surveyed in a recent study reported full conversion of at least one factory to “smart” status, with another 30 percent reporting they are currently implementing initiatives related to smart factories.3 This means that nearly two out of three (65 percent) manufacturers surveyed report no progress on initiatives that they overwhelmingly point to as their main driver of near-term competitiveness in five years.4
That’s a significant percentage of companies leaving substantial and demonstrated value on the table. So how do leading companies get started, succeed, and—most importantly—realize value in these efforts? What can leaders pursuing smart factory deployment learn from those who have already done it? And how can leaders then translate those lessons into value—not only for their smart factories, but for their broader organizations?
To better understand the outcomes from organizations that have undergone smart factory transformations, we interviewed leaders with hands-on smart factory experience. For the companies and smart factory deployments we studied (see the sidebar, “Our research approach”), the results have been powerful indeed.
Our research approach
Deloitte conducted more than 40 qualitative interviews with a global array of manufacturing leaders, staff, and professional services providers with hands-on experience of smart factory transformations across diverse industries such as chemicals, paper, aerospace, plastics, consumer products, and life sciences and health care.5 The topics discussed here emerged as common themes, both across the different deployments and among the many study participants that we engaged.
Drawing from those interviews and building on Deloitte’s in-depth, collaborative study with the Manufacturers Alliance for Productivity and Innovation (MAPI), which investigates the state of smart factory deployment across the United States, and our initial 2017 smart factories study, which offered an initial exploration of the concept, this paper offers insight into lessons that can be drawn from leaders’ experiences with smart factory transformations.
Despite the range of industries of those we interviewed, an overarching set of considerations, challenges, lessons learned, and strategies for success remained consistent. We’ve divided our findings into two sections:
- Positioning smart factory initiatives for value: Lessons in smart factory transformations from those who have done it. This section relates common themes encountered and lessons learned when transitioning to smart factory functionality. In this section, we take insights from our interviews to uncover the key elements of smart factory transformations.
- Turning lessons into outcomes: Realizing the value of smart factory transformations. Here, we examine the question of “what’s next?” Now that organizations have positioned their factories for value, how can they make that transformation pay dividends? These opportunities result from the data, improved processes, and optimization opportunities that smart factory deployments illuminate. Each builds upon the one before it, amplifying value and driving results at scale. Early identification of potential pathways and their impacts can be critical to maximizing the value delivered by smart factory efforts.
Positioning smart factory initiatives for value
In our research, several common themes emerged. Some are the same that emerge in any transformation: those related to culture and change management and rooted in the notion that transformation is only as successful as the people who embrace it. Others are far more specific and unique to the smart factory and its technologies, and can be critical considerations that leaders should address (figure 1).

The familiar themes: Change management in smart factory transformations
Human-centered design based on real user needs
Many successful smart factory transformation leaders point to the need to consider user-oriented perspectives to achieving business objectives when designing smart factories. One study participant described the approach as taking the time to understand how individual roles work and what tools they need, employing a “human-centered approach to understand what [the user’s] pain points are, making sure we understand how they need to use information, what they need to look for, why they need to investigate it, and how they need to act on it.”7
By focusing on the user first, they identify issues to address and behaviors that need to change, and only then think about how technology can support those efforts. The intention is to ask not only “How do we make the technology sticky?” but also, “How do we make the application relevant and valuable to the user?” Leaders can create interfaces in which users see data and information that is relevant to their role, rather than having to sift through information that they don’t need. This way, users see the value of having information at their fingertips to do their jobs, speeding adoption and improving workflows. As one leader noted, “When the development is separated from the end users, you end up with a subpar product, subpar adoption … the human element is the critical ingredient that if you don’t get right can lead these projects to the point where it was an investment without value.”8
Top-down, bottom-up approach led by change champions
Change champions inside the business can provide support at a leadership level as well as on the ground to remove roadblocks, gain organizational buy-in, and outline the business case for smart factories. Leaders stress the importance of executive-level sponsorship as these initiatives often require large investments of resources—whether people, time, assets, or financials. They spoke frequently about the need for a project sponsor to drive projects forward, and the importance of strong leadership for successful transformations.
Beyond that, support from all sides is important when the rubber meets the road. Senior leaders in operations, supply chain, strategy, and other functions can think strategically about how the smart factory transformation can drive value more broadly at the network level. Those on the ground—plant managers, plant engineers, manufacturing operators, technicians, and others—can drive change and results on the shop floor. As one individual noted, “If any factory wants to introduce [Industry] 4.0 or a smart factory … it has to be a top-down, bottom-up approach ... It must be both sides. That would be the biggest key to success.”9
Diverse teams with a broad variety of skill sets
Diversity breeds insight. Our findings reinforce research claiming that most successful transformations employ teams representing diverse functions and capabilities.
Skill sets include engineering, information technology (IT), supply chain, production, master data management, analytics, digital marketing, finance, user interface designers, and human resources, among others. As one interviewed leader stated, “You are going to need data scientists, you are going to need software developers, you are going to need people that understand human-centered design and design thinking—you are going to need all these different skills.”10
Some interviewees suggested that cross-functional teams reduced the probability that important controls, processes, and cultural elements were missed during the transformation effort—and could help ensure that the smart factory could offer value more broadly across DSNs later on. Research on the power of cross-functional teams supports this;11 cross-functional teaming has been shown to result in greater organizational innovation and growth.12
This means transformation leaders should take pains to ensure the right skills are deployed at the right time, and that diverse mindsets can inform the overall approach. Leaders should also look for opportunities to ensure the knowledge is transferred across initiatives at scale. This can pay dividends in the long run as the smart factory transformation scales across DSNs and the broader network.
Ongoing support and learning
Given the breadth of capabilities required to successfully deploy the smart factory, organizations should consider how to bring skills into the company, and how to develop skills for the people already there. Adding and growing skills is one of the biggest issues facing organizations in this domain; just 14 percent of C-level manufacturing leaders in a recent global quantitative survey strongly agreed their organizations currently possess the skills they will need in the future.13 Building skills can pay major dividends, such as driving acceptance and adoption of solutions, providing support for employees as they adapt, and creating a culture of constant learning where talent can continually acclimate to new technologies, capabilities, processes, and ecosystem changes. In fact, research reveals a correlation between hands-on experience with smart factory technologies and managers’ belief that the organization, and its people, can navigate the change.14
But it is easier said than done. As smart factories leverage advanced technologies, roles within the facility will call for new and different skills than had been needed previously, making it challenging to upskill and train.15 Beyond developing in-house capabilities, other approaches can also help sustain smart factory systems and technologies, such as implementing alternative talent models, collaborating with universities and other schools to build a pipeline of talent, and leveraging the skills of ecosystem partners.
The “smart factory–specific” themes
Although there are certain considerations that hold true for nearly every type of transformation, nuances specific to smart factory transformation also exist: the criticality of connectivity, the need for a flexible approach to assets, and the need to bridge the divide between IT and operations technology (OT).
Connectivity as critical
It all begins with connectivity, which is typically one of the most critical factors driving smart factories and DSNs. In fact, it would be fair to say the smart factory and its resulting value generally hinge on the ability to connect assets, processes, people, and devices.
This is, of course, no small task. The issue of connectivity arose in nearly every smart factory deployment that we studied; in many facilities, Wi-Fi and cellular connectivity are often irregular in the labyrinth of steel and concrete. Connectivity was also identified as a top challenge for smart factory adopters in broader research: Thirty-three percent of smart factory leaders in the recent Deloitte-MAPI survey identified lack of necessary IT infrastructure as a significant impediment to smart factory initiatives.16 Connectivity, or lack thereof, can make all the difference. If an application or process can’t connect to the network to share and access information, it will fail no matter how well thought out it is.
Yet that connectivity enables multiple opportunities to reshape the ways in which value is captured within the smart factory, and beyond it. Leaders can think not just about how to connect and gather data from assets and processes within the four walls of the factory, but also plan for how that connectivity can scale, and how data can be shared throughout networks, ecosystems, and DSNs.
The deployment of smart factory technologies across the network will likely demand a carefully crafted strategy, using qualified advisers, for building a digital infrastructure that is scalable, while also accommodating the unique demands of each environment.
Managing the reality of diverse devices
Connectivity can be critical for a smart factory deployment, but the variety of machinery, sensors, and other devices that exist on the shop floor is just as important to consider. After all, you must be able to connect it and make it all work together. Even within the same plant network, each facility is likely unique in terms of layout, equipment, and product. Smart factory practitioners interviewed as part of our research identified multiple dimensions to this challenge, including:
- Diversity in age: Smart factory deployments span some of the newest, most advanced manufacturing technologies in the world—as well as some of the oldest. As one leader noted, “Connecting these old machines, some of them from the 1950s and 1960s, was definitely a challenge.”17 Integrating across these age groups can indeed be difficult—but it can also lead to significant value as it allows leaders to access data about processes and functions that were previously impossible to get.
- Diversity in purpose: In some cases, new real-world applications of devices provide teams with the chance to innovate, discover new ways to capture data, and find new opportunities for value.
- Diversity in data structure and format: Data comes from many sensors and devices and takes many formats. In a smart factory, it is critical to ensure that data from one system or device can be combined and leveraged with data from another. Cleansing and mapping efforts are often crucial to developing visibility into factory processes.
- Diversity in access methods: Adding sensors to all equipment is not always practical; issues with access, quality, security, or machine uptime may intervene. In some cases, teams can leverage technology to develop new means for measurement and data collection. One interviewee spoke of how smart factory principles enabled their organization to improve the quality of a manufacturing process that involved an early-stage chemical reaction where direct access to the reaction chamber was not possible. Instead, the team deployed a variety of approaches to capture reaction inputs, temperature, and time to infer data about the reaction itself. In another example, process control on older, analog machines was accomplished via digital cameras, AI, and vision systems to “read” gauges and capture data.18
Bridging the IT/OT divide
Twenty-seven percent of respondents in the Deloitte-MAPI survey identified difficulties in developing a broader integration between IT and OT as a major challenge to smart factory initiatives.19 A significant percentage of those we interviewed pointed to battles between the IT and OT communities over issues such as data access and rights, IT development rights, and shifts in technology approach. Further, some OT leaders and teams may also experience discomfort with agile sprint methods, which are meant to enable change quickly.
IT organizations have historically made large investments in qualifying and securing technology assets. The OT organization may not be familiar with those demands, and the rationale behind them. At the same time, IT’s focus on maintaining system integrity may be perceived by OT as resistance to suggestions or lack of understanding of the reality on the shop floor. Achieving balance among competing priorities, and understanding across different professional cultures, can make all the difference. It can also pay dividends in the long run, as companies seek to scale smart factory principles beyond a single facility or process to the broader network.
Turning lessons into outcomes: Realizing the value of smart factory transformation
How can companies move from lessons learned from smart factory transformations toward outcomes, and the ways smart factory capabilities make processes and organizations better? There are multiple opportunities to recognize value: from illuminating data and bridging the smart factory to the broader DSN, to driving improved versions of current processes, to layering advanced technology for operational excellence, to scaling beyond the four walls of the facility to the broader ecosystem. We explore some of these opportunities (see figure 2 for a summary).

Illuminating the hidden factory
Most of those who spoke with us about their smart factory transformations pointed to the importance of connectivity and the need to connect assets and data across a broad range of systems, platforms, and data structures, some of which were never meant to be connected. Once a facility and its assets are connected, they unleash a flood of information to be untangled, translated, and acted upon. The infusion of new data enables organizations to see things that were always there, but previously impossible to observe or quantify.
Through connected assets and flows of data, information from throughout the facility is now visible. At the same time, rapid increases in processing power have led to new analytics capabilities and the ability to generate ever-deeper insights, virtually impossible to produce even several years ago. In one example, a manufacturer more than doubled production on existing capital equipment by using predictive capabilities driven by advanced shop-floor analytics. With the right architecture in place, this can also pave the way for use of information from the smart factory throughout the broader DSN: using data across the connected ecosystem to inform fulfillment, product development, planning, supply, and customer service.
Leverage current systems in new processes to achieve operational excellence
Leaders we interviewed discussed the need to be flexible in their approach to diverse devices, data, and systems, and acknowledge the complexity and difficulty of connecting the range of systems and assets. By integrating their current systems digitally and leveraging the data, companies can evolve and improve upon areas such as lean manufacturing and workforce management—exploring new ways to optimize operations, drive greater productivity, and leverage talent.
- Empower digital lean. For as long as facilities and factories have existed, methodologies have been around to inform the way they are run. Approaches such as lean have been used for decades to optimize processes and workflows, identify and reduce waste, and maximize value. The flexible nature of smart factory transformations, however, allow organizations to improve upon approaches such as lean, vaulting them forward in a digital environment to capture previously unseen value. Digital lean represents the marriage of lean manufacturing with smart factory principles and extends existing lean capabilities through digital tools that provide more accurate, precise, and timely information about operations. The result can be a better ability to monitor production and report issues, among other capabilities.
- Enable smarter approaches to talent. Leaders spoke about the importance of tools built with users’ needs in mind, the need for diverse teams matched to the array of skills needed for smart factory transformations, and the importance of ongoing learning and proof of ROI to keep teams invested in and adaptive to smart factory capabilities. But beyond that, the smart factory itself can also enable smarter allocation of workforce. Data can indicate where maintenance crew, machine operators, and others need to be to optimize performance, and power persona-based tools that focus efforts on insights relevant to specific roles. Further, workers can team with digital and physical technologies to augment their capabilities, and the technology itself can create wholly new roles within the smart factory.20
Harness AI and other advanced tools to get to the next level
It is the fusion of humans and technology, including IT and OT, that makes a smart factory smart. Applications of physical technologies such as robotics have led to significant shifts in the smart facility, while IoT and cloud and edge computing have led to the creation and aggregation of data and information. In fact, research has shown that leaders prioritize investing in IoT, AI, cloud, and analytics above other technologies.21 These technologies form the foundation of organizations that are not only connected but also harness, analyze, and use data to drive decisions.
As they bring together information from a wide variety of sources, however, leaders need a way to make sense of it, maximize value quickly and proactively, and accelerate realization of benefits. Advanced analytics, powered by AI, enable organizations to comprehend all the information from their newly illuminated processes, and handle data loads as well as critical, previously unknown correlations in the data that a human, at scale, cannot.
AI can be deployed in a variety of ways throughout the facility, for example, robots capable of navigating and learning from the types of uneven or unpredictable configurations that can be found in industrial facilities22 as well as capable of emulating human vision and hearing for quality sensing and asset health prediction.23 It can drive predictive maintenance; dynamically route inputs and other materials throughout the facility; and analyze, sense, and proactively respond to circumstances across the breadth of the smart factory’s operations in a control tower, among other capabilities. AI can also be used to monitor and optimize performance of products or processes through the deployment of digital twins and digital threads. Digital twins allow companies to capture value by detecting potential issues sooner, optimizing plant capacity and predicting outcomes of various scenarios. Likewise, AI can be deployed in the digital thread, creating a digital record of the life cycle of products themselves.
The value that can be derived from deployment of AI capabilities can be significant. Some leaders reported double-digit percentage improvements in production processes, machine utilization, and throughput from the deployment of AI-driven capabilities.
Scale throughout networks, ecosystems, and DSNs
Scaling smart factory capabilities and processes throughout the enterprise’s network allows the organization to recognize smart factory value on an even broader scale. In one example, a consumer products manufacturer generated double-digit returns on an investment in advanced analytics and AI to optimize input purchasing decisions across its manufacturing network. In another, a biopharma company projected a net value of US$50–75 million year over year in operational expense reduction when assessing whether smart factory benefits could be realized at scale.24 The influx of data and information can drive improved operations not just in one facility, but throughout the network and even the broader ecosystem.
Applying lessons to scale up
Though there may be no single approach to smart factory deployment, lessons can be learned from each approach that can lead to significant value. These range from people-centric experiences such as change management, putting humans at the center of capabilities, and managing skill diversity, to broader operational and technological considerations such as the criticality of connectivity in often-challenging environments, the diversity of assets, and the need to bridge the IT/OT divide. But all these insights can come together to drive a vision for a successful smart factory future, informed by the wisdom of experience and the impact it can lead to.
Powered by data from throughout the connected factory, leaders can create new processes to optimize operations and leverage technologies such as AI to make sense of data and anticipate, sense, and respond to shifts in the environment. After piloting and testing these capabilities in discrete locations, organizations can start small, learn, and adapt—and then scale their solutions more broadly. Scaling beyond the four walls to other facilities throughout the network or ecosystem can allow value to be recognized exponentially.
If leaders take just one lesson away, however, it’s the importance of moving forward. Our research clearly demonstrates that manufacturers broadly agree that the future of manufacturing is “smart,” and the empirical results we have seen as a part of this study clearly link to significant value delivery. While it can seem daunting and even impossible to tackle, by starting small with specific programs that can produce measurable results, companies can get themselves started on the path to substantial value. For companies already on the journey, it’s about accelerating and scaling the benefits you’re already seeing. For those just contemplating how to start, now is the moment to begin—or risk being left behind.
Supply Chain & Network Operations (Digital Supply Networks)
The US Supply Chain & Network Operations practice advises, implements, and operates transformational solutions that bring world-class supply network capabilities, operational know-how, digital technologies, and advanced analytics to deliver unprecedented client value.